
 English
English13 bước trong quy trình sản xuất pin lithium ion công nghiệp
Trong công nghệ truyền thống, quy trình sản xuất pin lithium ion được chia thành 3 bước chính là (1) Making electrodes: sản xuất điện cực (2) Cell assembly – tạo hình cell pin và (3) Cell finishing: hoàn thiện.
Sản xuất điện cực
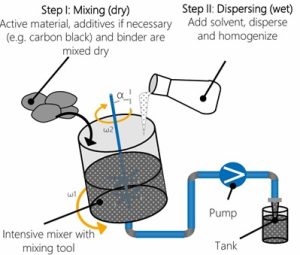
Bước 1: Electrode slurry mix – Trộn vật liệu điện cực (Mixing) bao gồm trộn khô (dry) và trộn ướt (wet)
Bước đầu tiên trong sản xuất pin là trộn các loại vật liệu hoạt động với chất dính (binder), dung môi (solvent) và phụ gia dẫn điện (conductive addictive)
Thành phần đầu vào để làm anode:
- Vật liệu hoạt động: Graphite (90 %)
- Phụ gia dẫn điện carbon black: Nano microscopic carbon, ví dụ như Super P® (5%)
- Dung môi: Solvent: Nước khử ion
- Chất dính: CMC (3%)
- Phụ gia: SBR (2%)
Thành phần đầu vào để làm cathode:
- Vật liệu hoạt động: Li(NiMnCo)O2 (90%)
- Carbon black: Nano microscopic carbon, ví dụ: Super P® (5%)
- Dung môi: N-Methyl-2-Pyrrolidone (NMP)
- Chất dính: PVDF (5%)
Quá trình trộn thường làm trong môi trường chân không để tránh lẫn khí. Việc trộn khô hay trộn ướt, thứ tự trộn cũng ảnh hưởng tới kết quả chất lượng của bán thành phẩm, điều này phụ thuộc vào bí quyết của từng nhà sản xuất. Các loại vật liệu trộn bên trên chính là vật liệu đầu vào của những nhà sản xuất cell pin.
Các điều kiện của quá trình trộn vật liệu:
- Góc α: 0°-10°
- Thời gian trộn: 30 phút đến 5h
- Khoảng nhiệt độ: 20°C tới 40°C
- Môi trường: phòng sạch, chân không
- Sử dụng các máy trộn riêng biệt để trộn vật liệu anode và cathode.
Các tiêu chí để quản lý chất lượng hỗn hợp trộn:
- Sự đồng nhất của hỗn hợp
- Kích cỡ của hạt vật liệu
- Độ sạch (lượng tạp chất)
- Độ nhớt
Bước 2 &3: Coating – Phủ và Làm khô – Drying
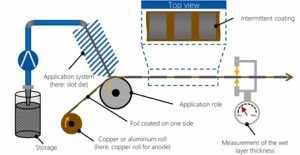
Cuộn đồng (cho anode) hoặc nhôm (cho cathode) sẽ được phủ liên tục hoặc cách quãng với hỗn hợp vật liệu ở bước 1 qua dây chuyền trộn. Sau khi mặt đầu tiên được phủ, máy sẽ chuyển sang bước 3: Làm khô luôn, rồi quay trở lại trạm để phủ mặt còn lại và tiếp tục.
Các điều kiện của quá trình phủ:
Độ dầy lớp phủ film một mặt: 50 μm – 100 μm(anode), 40 µm -80 µm (cathode)
Tốc độ phủ: 35 m/phút -80 m/phút
Độ rộng lớp phủ: < 1500 mm
Độ chính xác của lớp phủ khô (±2 g/m²)
Tiêu chí Kiểm soát chất lượng lớp phủ:
Độ dầy lớp phủ: đạt được sự đồng nhất bên trong và đều theo nhiều hướng của lớp phủ
Chất lượng bề mặt lớp phủ: các lỗ, mật độ hạt vật liệu.
Độ dính: giữa lớp phủ và kim loại.
Sau khi đã phủ xong, lớp này đi qua khối máy làm khô (Drying chamber) với nhiệt độ từ 50 – 160°C với độ dài tầm 100m, nơi các dung môi sẽ được tách suất và thu hồi lại
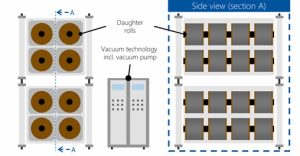
Bước 4: Calendering: nén bằng con lăn
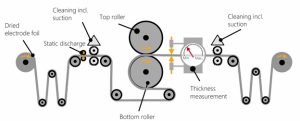
Các cuộn điện cực được dàn phẳng, sau đó làm sạch bằng hệ thống chổi quét hoặc không khí, sau đó, chúng đi vào máy ép gồm 2 con lăn trên và dưới, trong đó duy trì áp lực chính xác phẳng. Sau khi được nén, các cuộn dây này lại được làm sạch với công đoạn như trên rồi cuộn lại.
Áp lực này nhằm xác định đường kính lỗ vật liệu, và về sau chính là xác định độ thẩm thấu chất điện phân, và xác định năng lượng riêng (energy density) của pin. Nếu áp lực quá cao sẽ có hiện tượng nứt bề mặt. Các con lăn phải được làm sạch để tránh tạp chất lẫn vào cuộn điện cực.
Các con lăn sẽ duy trì áp lực tới 2,500 N/mm
Mật độ lỗ sẽ giảm từ 50% sau quá trình làm khô xuống còn 20-40% sau quá trình nén.
Tốc độ nén: 60 m- 100 m/phút
Các tiêu chuẩn kiểm tra chất lượng sau nén:
- Mật độ lỗ
- Độ mịn bề mặt
- Độ kết dính giữa lớp phủ và kim loại.
Bước 5: Slitting – Cắt tấm
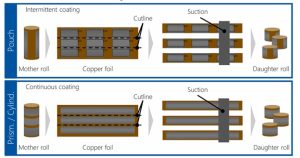
Sau quá trình nén, các cuộn điện cực sẽ được mang tới trạm cắt (sử dụng dao cuộn) thành các cuộn nhỏ hơn tùy thuộc vào kích thước và loại cell pin.
Vì vậy người ta dùng trạm hút nhằm loại bỏ tạp chất trong quá trình cắt kim loại. Sai số độ rộng vết cắt là ±150 µm tới tối đa ±250 µm. Đôi khi người ta dùng công nghệ cắt la-ze, tuy nhiên công nghệ này tạo ra nhiều tạp chất hơn do tạo nhiều bụi trong quá trình xử lý.
Bước 6: Drying – Sấy khô trong máy sấy chân không (vacuum drying oven)
Các cuộn điện cực được cho vào lò sấy chân không từ 12 – 30 giờ/ mẻ, tại đây hơi ẩm và các chất dung môi lỏng còn thừa sẽ bay hơi ở nhiệt độ thấp do áp suất không khí thấp.
Áp lực: 0.07 mbar < p < 1000 mbar
Nhiệt độ sấy: 60°C -150°C
Sau khi ra khỏi lò, kết quả mong muốn là cuộn điện cực khô hoàn toàn.
Cell assembly – Tạo hình cell pin
Bước 7: Stacking: Xếp chồng các lớp điện cực và tấm phân tách

Trong quá trình xếp lớp điện cực, các tấm điện cực sẽ được cuộn theo thứ tự lặp lại: anode, tấm phân tách, cathode, tấm phân tách và tiếp tục nhiều lớp như vậy. Các nhà sản xuất pin lithium ion có nhiều công nghệ bản quyền cho bước cuộn điện cực, nhưng công nghệ nhiều người biết tới nhất là công nghệ gấp hình chữ Z. Trong đó các cuộn anode và cathode sẽ được máy cho ăn vào từ bên trái và bên phải của khung chữ Z có trải sẵn tấm phân tách.
Một cell có thể có tới 120 lớp xếp chồng, tùy thuộc vào đặc tính kỹ thuật.
Bước 8: Winding – cuộn dạng cuộn thạch (jelly roll)
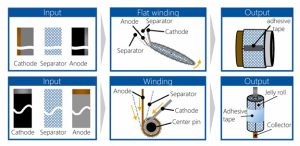
Quy trình cuộn áp dụng đối với pin trụ (cylindrical cell) và pin lăng trụ (prismatic cell), trong đó các cuộn điện cực và tấm phân tách được cuộn xoay tròn thành nhiều lớp quanh trục tâm đối với pin trụ, và quấn thành hình nhiều lớp phẳng đối với pin lăng trụ. Sau khi kết thúc quy trình, người ta dùng băng dính để cố định cuộn.
Tiêu chí xác định chất lượng của bước này là sự thẳng hàng của các lớp điện cực và phân tách. Thời gian thực hiện bước này cũng nhanh hơn bước 8 xếp chồng rất nhiều.
Bước 9: Packaging – Đóng vào vỏ pin
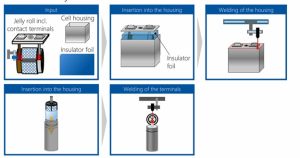
Đối với cell lăng trụ prismatic: các cạnh của cuộn thạch được nén, cố định và hàn sóng siêu âm vào điểm chờ tiếp xúc vốn được gắn vào nắp của pin. Người ta sử dụng một lớp đệm để tránh làm hỏng cuộn thạch trong quá trình cho vào vỏ pin. Vỏ pin thường được hàn laze để hoàn thiện.
Đối với pin trụ, bước đầu tiên phải có lớp đệm vào đáy vỏ pin, sau đó mới cho cuộn thạch vào vỏ. Thanh kim loại của anode được hàn vào đáy pin dùng hàn điện trở (resistance welding), còn thanh kim loại của cathode được hàn vào nắp dùng hàn laze. Sau đó, người ta đệm một lớp cách điện giữa cuộn thạch và nắp pin.
Tiêu chí kiểm tra chất lượng chủ yếu của quá trình này bao gồm chất lượng vỏ pin, giảm áp lực nhiệt trong quá trình hàn và sự cẩn trọng trong việc xử lý cuộn thạch. Điện trở mối hàn phải thấp.
Bước 10: Filling electrolyte – Bơm dung dịch điện phân
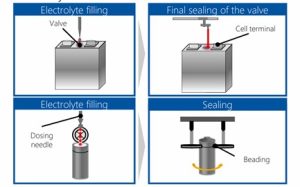
Trong bước này, cần phân biệt quá trình đổ đầy – filling và quá trình wetting – làm ướt. Dung dịch điện phân được đổ vào bằng phương pháp vacuum filling, sử dụng một ống bơm chính xác. Sau đó, với hiệu ứng mao mạch, chất điện phân sẽ ngấm vào điện cực, người ta gọi quá trình này là quá trình “làm ướt”. Quá trình filling bán phần rồi làm ướt sẽ diễn ra vài lần tùy vào nhà sản xuất. Sau đó quá trình hàn bắt đầu.
Chất điện phân (thường là LiPF6) là danh mục mua hàng của nhà sản xuất pin và cần tuân thủ các điều kiện gắt gao do chúng thuộc hàng hóa nguy hiểm.
Cell finishing – Hoàn thiện cell pin
Bước 11: Formation: bước sạc xả đầu tiên để hình thành màng SEI trên anode.
Các cell được sạc hoặc xả theo dòng điện và điện áp được cài đặt. Trong giai đoạn này, các ion lithium sẽ lần đầu tiên thẩm thấu vào anode và màng SEI – solid electrolyte interface- được hình thành, đóng vai trò là bề mặt phủ bảo vệ anode hoàn toàn cách biệt với dung dịch điện phân và điện cực còn lại.
Đây là một bước vô cùng quan trọng thể hiện trình độ của từng nhà sản xuất, và họ trải qua nhiều giờ với máy móc chính xác để không xảy ra sai sót.
- Dòng sạc đầu: 0.1C – 0.5C, trạng thái sạc SOC từ 20-80% Dòng sạc và xả sẽ tăng dần với mỗi chu kỳ sạc xả. Thứ tự này sẽ khác nhau tùy nhà sản xuất.
- Quá trình này sẽ kéo dài tới 24h.
- Nhiệt độ được kiểm soát kỹ lưỡng.
Bước 12. Battery Aging – lão hóa pin
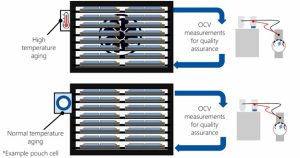
Khái niệm “Aging” không phải khái niệm gì xa lạ với những người sản xuất pin lithium-ion. Đây là bước cuối trong quy trình sản xuất và phân loại cell pin. Người ta đo điện áp hở mạch OCV bằng máy móc chính xác và toàn bộ thông số của quá trình thường được ghi lại xuyên trong thời gian 3 tuần.
Nếu kết quả ghi nhận không có bất thường đáng kể trong thời gian này, nghĩa là cell hoạt động ổn định và có thể bán ra thị trường.
Trạng thái sạc SOC của các cell ban đầu quá trình lão hóa thường ở 80% – 100%.
Nhiệt độ thường: 22°C, nhiệt độ cao: 30°C -50°C
Các tiêu chí đánh giá chất lượng của quy trình bao gồm:
- Dung lượng cell pin
- Nội trở trong
- Hệ số tự xả của cell (self discharge rate)
Bước 13. EOL Testing (End-of-line test report): Kiểm tra xuất xưởng
Trước khi cell rời nhà máy, chúng cần trải qua các bài test EOL.
Tại đây, chúng được xả tới trạng thái sạc SOC theo yêu cầu tiêu chuẩn của nhà vận chuyển, thường là 30%. Các bước test phụ thuộc khá đa dạng vào nhà sản xuất, nhưng nhìn chung thường là các bài test liên quan tới hình thức, nội trở DC, xả xung cục bộ, điện áp mạch hở và test rò điện.
Sau khi kiểm tra, nhà sản xuất sẽ phân loại cell pin thành các grade khác nhau, cuối cùng là đóng gói theo tiêu chuẩn và ship hàng.
Ghi chú/ Disclaimer: Bài viết của chúng tôi dịch từ nguồn Lithium ion Battery production process by VDMA and PEM

